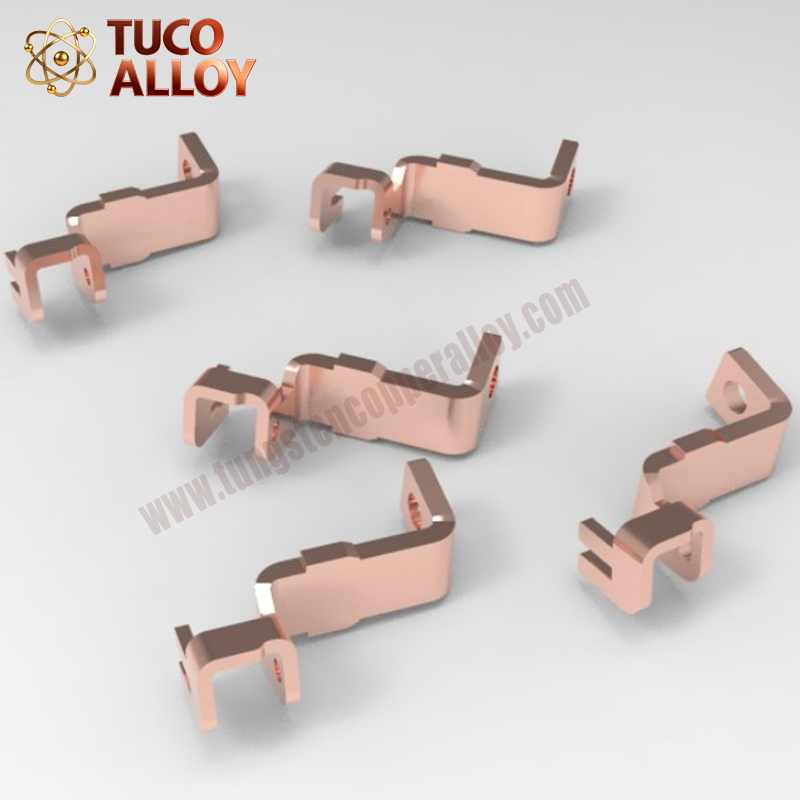
Parallel Seam Welding Electrode Wheel
Parallel seam welding electrode wheels are critical conductive components in resistance welding processes. They are typically designed with a frustoconical structure, making rolling contact with the metal cover plate and housing edges. Joule heating generated by pulsed current melts the plating and achieves airtight welding. The basic working principle is as follows: current flows from the transformer's secondary coil through one electrode wheel into the cover plate, then through the housing back to the other electrode wheel. The contact point experiences localized melting due to high resistance and, under pressure, solidifies to form overlapping weld points, ultimately creating a continuous weld seam.
The structural parameters of the electrode wheel directly affect the welding effect. In standard designs, the frustum thickness is typically 6.5mm, but for special housings (such as flat side-lead types), the thickness may be reduced to 3mm to avoid collision with nearby leads. The wheel shaft is often designed with an annular groove (e.g., 3.2mm wide, 2.3mm deep) to accommodate the lead ends and prevent them from obstructing the electrode wheel's rotation. For small-sized housings (side length <3mm), the electrode wheel angle may be optimized to 12° or 15°, and the seam welding surface width set to 1mm to reduce weld seam width and the risk of collision between the electrode wheels.
Material selection requires considering conductivity, wear resistance, and thermal stability. High-conductivity materials such as copper alloys are typically used, and surface treatment is adjusted according to the characteristics of the cover plate plating (such as gold-tin rings). The geometric shape of the electrode wheel (such as the conical angle) is related to the delay distance, and the electrode diameter and contact angle need to be adjusted to ensure a 45°–60° overlap at the corners to achieve complete sealing.